1.1 General characteristics
Cobalt-based alloys have been used in demanding applications for as long as investment casting has been available as an industrial process. Arcam’s Electron Beam Melting technology competes directly with investment casting and is a viable choice for manufacturing complex parts in cobalt-based alloys. The majority of investment castings made from the cobalt super alloys are cast in an open atmosphere. With Arcam’s Electron Beam Melting process the vacuum atmosphere provides a controlled environment and enables superior material properties in the manufactured parts. CoCrMo alloys are widely used for medical prosthetic implant devices. The alloys are especially used where high stiffness or a highly polished and extremely wear-resistant material is required. CoCrMo alloys are the materials of choice for applications such as knee implants, metal-to-metal hip joints and dental prosthetics.
Cobalt alloys also play an important role in the performance of aero- and land-based gas turbines. While vacuum cast nickel alloys predominate in the hot sections of modern aero turbine engines, cobalt alloys are routinely specified for particularly demanding applications such as fuel nozzles and vanes for industrial gas turbines. Arcam ASTM F75 is a non-magnetic CoCrMo alloy exhibiting high strength, corrosion resistance, and excellent wear resistance. It is widely used for orthopaedic and dental implants. Highly polished components include femoral stems for replacement hips and knee condyles. Other cobalt medical implants include acetabular cups and tibial trays. In all cases, but especially in hip components, material quality is imperative as parts are heavily loaded and subject to fatigue.
1.2 Special characteristics
The Arcam ASTM F75 CoCr alloy is also suitable for Rapid Manufacturing of production tools for injection molding of plastic parts. The high hardness of the material and the excellent material qualities allow polishing components to optical or mirror-like finishes, and ensures long tool life. Tools can be built with complex geometries, and the conformal cooling channels further enhance the tool’s life and increase productivity, part and surface quality.
1.3 Applications
CoCrMo is typically used for:
1.4 Powder specification
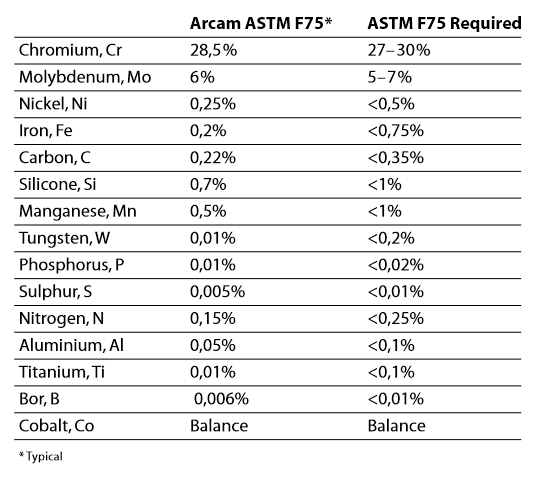
The Arcam ASTM F75 CoCr alloy powder for EBM is produced by gas atomization and the chemical composition complies with the ASTM F75 standard’s specification. The particle size is 45–100 microns. This limitation of the minimum particle size ensures safe handling of the powder. Please refer to the Arcam MSDS (Material Safety Data Sheet) for more information about the handling and safety of the Arcam ASTM F75 CoCr alloy.
1.5 Chemical composition
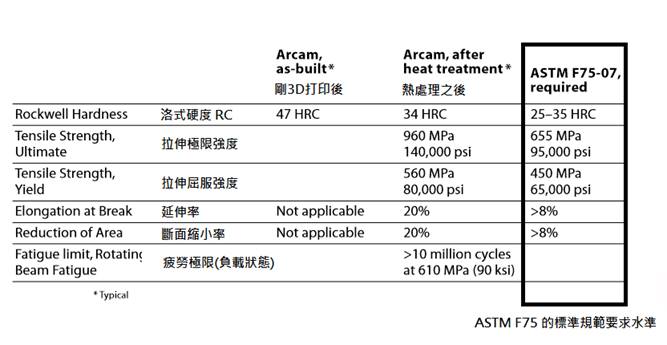
1.6 Mechanical properties
Section 2. Post process
2.1 Sintering by MIM
2.2 Heat treatment
The following heat treatment program is recommended.
1. If necessary, the Hot isostatic pressing (HIP) in a shared cycle, with the following parameters: – 1200 °C – 1000 bar argon – 240 minutes.
2. Homogenisation (HOM) heat treatment, with the following parameters: – 1220 °C – 0.7–0.9 mbar argon – 240 minutes. As rapid quench rate as possible, from 1220°C to 760°C in 8 minutes maximum. The purpose is to dissolve carbides and improve the isotropy of the microstructure, reducing the brittleness of the as-built EBM material. (MIM, Metal-powder Injection Molding also follow the HOM treatment after sintered)
2.3 Machining
Parts manufactured in the EBM process feature good machinability. Parts produced using the Arcam EBM process demonstrate excellent results when using any conventional machining process. The excellent properties displayed by the parts manufactured with EBM allow polishing of the parts to a mirror or optical finish for use in dies and other applications requiring a superior surface finish.
2.4 Microstructure Manufacturing
CoCrMo parts with EBM results in fully dense parts without weld lines in the material before or after heat treatment (HIP+HOM). The as-built material consists of elongated grains containing carbide precipitation. Heat treatment transforms the microstructure into an isotropic structure with a substantial reduction of visible carbides.
The images below show the typical microstructure before and after heat treatment (HIP+HOM). The as-built material has elongated grains in the build direction (Z). It contains a high density of carbides that result the high hardness of the as-built material.
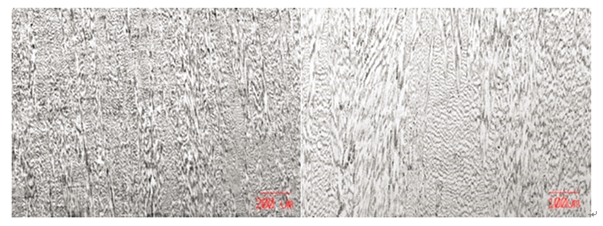
圖3.
As-built microstructure, etched cross-section along the Z-direction
HIP+HOM completely transforms the microstructure into an isotropic state. The
carbides are dissolved, leading to the increased ductility and reduced hardness
demonstrated in the after the heat treatment specifications. There is no
porosity in the as built or in the HIP+HOM material.
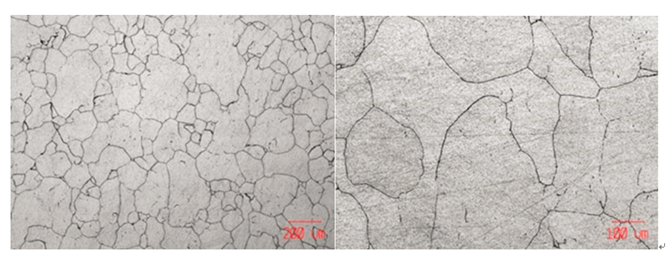
圖4. Microstructure after HIP+HOM, etched cross-section along the Z-direction
